耐火材料在有芯感應爐的應用及發展
2020-09-26 09:57:59 點擊:
耐火材料的應用非常廣泛,例如民生、高溫工業、航天等領域,今天介紹一下耐材在有芯感應爐的應用及發展,下面請看詳細介紹。
有芯感應爐是有鐵芯穿過感應器并用工頻電源供電,利用電磁感應原理使金屬爐料發熱熔化的設備。有芯感應爐具有加熱快、生產率高、金屬燒損少、操作方便、投資少、經濟效益顯著等優點,廣泛應用于化鐵、化銅、化鋅、化鋁等行業,特別是對于單一品種大批量冶煉的物料具有其優越性。
有芯感應爐用耐火材料的選擇非常重要,直接關系到爐子的使用效果。有芯爐用耐火材料分為:背襯耐火材料和爐襯耐火材料,背襯材料一般為陶瓷保溫紙、保溫磚及重質磚;而爐襯材料,在爐體,喉部和感應體等部位要按熔煉金屬的種類,熔煉溫度等選用不同的耐火材料。
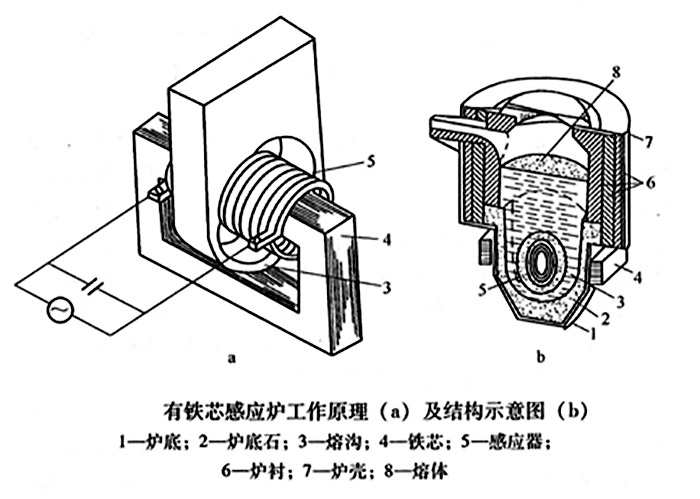
1、有芯感應爐的結構及工作原理
有芯爐分為上下爐體,上爐體有爐蓋、爐膛;下爐體為感應體,有熔溝等,爐子本身相當于一個帶鐵芯的變壓器,感應線圈相當于變壓器的一次線圈,熔溝中的金屬相當于變壓器的二次線圈。將工業頻率的交流電引進一次線圈時,通過電磁感應,在熔溝金屬中將產生很大的電流。在熱對流及電磁力的作用下,熔溝內熱量不斷傳遞到熔溝上部熔爐中的金屬,從而使整個熔池內的金屬熔化。因只有在熔溝閉合狀態下有芯感應爐才能正常運行,所以適于連續作業。
2、有芯感應爐各部位耐火材料的使用要求
有芯感應爐按部位分為爐蓋、爐膛、喉部和熔溝四部分,其喉部和熔溝是關鍵直接影響爐子的壽命和運行成本。
2.1 爐蓋
因為不與熔化的金屬液接觸,爐蓋對耐火材料的要求相對較寬松,要具有抗高溫輻射能力,保溫性能好,結合強度高,不會掉落。一般由保溫層和熱面層復合構成,即由輕質保溫材料與重質耐火材料構成。
2.2 爐膛
爐膛內襯的使用壽命主要取決于耐火材料與渣中侵蝕成分之間的反應,因此要求耐火材料在長期經受高溫的金屬液體作用下,化學穩定性要好,能夠抵抗金屬液和渣的侵蝕。爐膛內襯耐火材料要有足夠的常溫及高溫強度,耐高溫金屬液的強烈沖刷及抵抗爐體承受的機械作用;還要有良好的體積穩定性,尤其是進鐵口與出鐵口部位,在高溫或冷卻后無過大膨脹或收縮。
2.3 感應器
感應器包括熔溝部位,封口料,修平料和隔離料。
熔溝:有芯爐是金屬液通過熔溝感應加熱,在循環流動中實現升溫或保溫的目的。因此要求干式振動料長期耐高溫而不軟化,有良好的抗沖刷及抗侵蝕性,有良好的化學穩定性和較高的強度。
封口料:要求與熔溝料材質相同或相近,且有高的耐火性能和適當的低溫與高溫強度。
修平料:要求具有小的臨界顆粒,高的耐火性能,良好的涂抹性。
隔離料:要求有很高的耐火性能,防止對接面燒結在一起,并保證對接面不滲漏金屬液。
3、有芯感應爐用耐火材料的選擇
3.1化鐵爐
工頻有芯爐的效率和功率因數相比無芯爐高,散熱少,因而經濟性好。大噸位爐的鐵液溫度比較穩定,長時間保溫對鐵合金成分損失少,所以用來過熱鐵液,提高澆鑄溫度,能顯著改善鑄件質量,特別適合大批量連續生產。目前一些大企業都使用30 t以上的有芯工頻感應爐,特別是開爐后不能任意停爐,連續運行越長越好,制約爐子運行的原因,往往是爐襯耐火材料損壞而被迫停爐,所以分析爐襯損毀原因,提高耐火材料使用壽命,是發揮設備優越性的關鍵。
用于化鐵的有芯感應爐分為:灰鐵爐和球鐵爐?;诣F爐出鐵溫度為1420℃~1470℃,對于灰鐵熔化爐而言,爐渣呈酸性;球鐵爐出鐵溫度為1530℃,渣的化學性質隨冶金過程變化而呈酸堿交替變化,爐襯要選中性耐火材料。由于出鐵后溫度劇變,雖留一部分鐵水,但降溫也在300℃~400℃,如更換感應器則降的更低,故爐膛內襯的抗熱震性要好,其次是鐵液和渣及球化劑對爐膛內襯的侵蝕,以及鐵翻滾產生的機械沖刷和液面波動時對內襯的機械沖刷,要求內襯有一定的高溫強度和抗沖刷能力。
爐膛的損毀現象主要為出鐵后爐襯開裂,裂縫無固定規律且縫隙寬度較大,當縱橫裂紋交匯時產生大塊剝落,還有鐵液滲入,加快開裂速度,尤其進鐵口部位損毀嚴重。分析進鐵口蝕損、爐壁結構剝落與蝕損、感應器結瘤堵溝等產生原因,選用合適的耐火材料:
爐蓋:大都采用硅酸鋁纖維作襯里?;蛘弑貙右愿咪X礬土輕質磚粉及空心球顆粒為主,鋁酸鹽水泥結合的澆注料,輔以錨固件或錨固磚,多采用耐熱鋼鉚釘和耐熱鋼網,將其固定在爐蓋殼體上。
爐膛:采用電熔剛玉為骨料和粉料,純鋁酸鈣水泥及SiO2、Al2O3 超微粉結合的低水泥澆注料。為了提高抗熱震性,澆注料中可加入適量含鐵低的SiC粉。爐內襯壽命很大程度受感應器耐火材料壽命及更換次數的影響,一般為2~3 年。
感應器:包括熔溝部位、封口料、修平料和隔離料。熔溝:普遍采用MgO>79%的MgO-Al2O3質干式振動料或澆注料。封口料一般采用與熔溝相同材質的干式搗打料或濕式澆注料,選用Al2O3質封口料時,也可采用純鋁酸鈣水泥或磷酸做結合劑,尤其快換感應器時,采用磷酸結合劑,可防止接合面出現爆裂,提高對接速度和效率。修平料一般為Al2O3-SiO2質濕式涂抹料,臨界顆粒為2 mm。隔離料普遍采用Cr2O3粉,Cr2O3比爐膛的Al2O3質料或感應器的MgO- Al2O3質料燒結溫度高,在使用溫度下基本不產生陶瓷燒結層,以利于感應器和爐體喉部耐火材料分離。
實踐證明,低水泥剛玉質澆注料,在有芯感應工頻爐爐體使用,長期在1500℃下經高溫熔體的沖刷與侵蝕,爐體無開裂、剝落等現象,使用壽命達三年以上;MgO-Al2O3質干式振動料及其配套的封口料、修平料、隔離料在700 kW感應器上使用壽命在半年以上,而在其他感應器上使用壽命達1~2 年。
3.2化銅爐
有芯工頻感應爐具有電效率高,加熱快、金屬燒損少等優點,目前世界有90% 以上的黃銅及銅合金在這種爐中熔煉。我國常用的熔銅爐容量有1.5 t、2.0 t、5.0 t,的有30 t,熔煉銅溫度介于1 200℃~1350℃,熔溝達1 350℃~ 1 450℃。
銅液黏度小,密度大,具有很強的滲透性,且滲透的銅易氧化,并伴隨體積膨脹,致使爐襯產生龜裂、剝落,從而降低爐襯壽命。
影響爐襯壽命的因素很多,取決于耐火材料的選擇、筑爐方法、烘烤制度、熔溝維護和監測、以及熔溝形狀和爐子結構等。我國熔煉銅的工頻有芯感應爐,用石英砂的搗打料做內襯雖然成本低、烘烤快,但壽命短,提高石英砂的原料級別,在精心施工、保養和維護下,使用壽命一般能達到1 年;用高鋁礬土加鋼纖維,磷酸鹽結合的搗打料或干振料,使用壽命在4~7 年。
正確的筑爐方法是保證熔銅爐開爐成功的基本前提。選用合適的搗打料,其顆粒級配合理,添加一定比例的紅柱石、碳化硅是提高燒結強度的有效措施。筑爐時,采用分層遞降厚度的加料方式:打結層的表面層拉毛并掏出細粉,有利于料層間的粘結。采用中心環形輻射式向外逐圈打結方法,二級密實的搗打工藝,并進行三段式烘爐啟爐,有效的延長爐齡。
一般爐體內襯壽命與感應體壽命是不同步的,感應體壽命相比上爐體大大減少,按熔煉的銅合金品種采用不同材料搗打施工也是一種解決途徑,如黃銅采用石英砂搗打料;青銅、紫銅采用碳化硅搗打料等,大部分企業感應器熔溝部位耐火材料選用燒結較好的以莫來石和剛玉為主晶相的高鋁礬土為主,加入適量的碳化硅細粉,改善材料的潤濕性,抵抗銅液的強滲透性,施工方法可采用磷酸鹽結合劑的搗打施工,或者采用加入助燒結劑的干法振動成型施工,取得比較好的使用效果。
3.3化鋅爐
工頻有芯感應爐廣泛用于電解陰極鋅片的熔鑄、熱鍍鋅、鋅合金等鋅加工行業。鋅的熔點為419.5℃,正常浸鋅時熔池溫度在460℃~485℃左右,熔溝在600℃~670℃左右,鋅液特別容易流動,滲透性非常強,當耐火材料爐襯受到侵蝕,產生裂紋,鋅液進入裂紋內破壞爐體,造成熔溝口堵塞及感應體漏鋅等現象。
目前熔鋅爐內襯采用Al2O3含量85%左右的高鋁礬土質澆注料或搗打料,使用壽命可達4~8年及以上。感應體的使用壽命除了與感應線圈、冷技術、絕緣技術等感應體本身的因素有關外,還與熔溝耐火材料的使用壽命密切相關。目前大型雙溝感應體采用濕法澆注料,單溝感應體主要采用干式搗打料和濕法澆注料,材質多選用莫來石質或高鋁礬土質,使用壽命可達半年左右。
3.4化鋁爐
由于有芯爐的連續作業及低能耗,一些大型企業廣泛采用有芯感應爐熔化鋁錠,廢鋁材及鋁合金等物質。鋁的熔點為660 ℃,熔液粘度小,滲透性很強,化學活性高,高溫下起強還原劑作用,易與耐火材料發生化學反應,尤其在耐火材料-鋁液-氣相三相交界處,Al及其合金元素,如Mg、Si、Mn等易滲入耐火材料中,發生氧化還原反應,導致耐火材料變質,結構疏松而損壞。
有芯爐的爐襯材料分為爐蓋(與熔鐵爐蓋基本相同)、爐膛、喉部和感應器熔溝四部分耐火材料。
爐膛近年來普遍采用以剛玉、莫來石為主晶相的高鋁礬土質,以純鋁酸鈣水泥為結合劑的澆注料,在外加膨脹劑等條件下使用時表現中溫強度高、膨脹狀態,抗滲透、抗侵蝕,使用壽命可達4~5 年。
喉部和熔溝結構復雜,主要采用不定形耐火材料,主要是以剛玉、莫來石為主晶相的高鋁質澆注料,在使用過程中無反應跡象,抗沖刷、耐磨損。對于熔鋁爐特別要重視鋁液的滲透性,當鋁液進入氣孔和裂紋中,就會與耐火材料發生反應,產生體積效應,破壞內襯,降低感應爐的使用壽命。目前的鋁工業不沾鋁澆注料通過加入BaSO4等外加劑等可表現出良好的鋁液不潤濕性,加入鉻剛玉和氮化硼也較好,但成本較高;將BaSO4或CaF2與Na3AlF6復合加入,并將澆注料基質進行均化處理,抗鋁液的滲透性能更好。
4、有芯感應爐的維護
做好有芯感應爐的維護和監測,發現問題及時處理,特別是發現內襯損壞之處,及時修補,是保證爐子正常連續運作,提高使用壽命的重要措施。
維護與監測
在爐子正常運行時,應該加強爐襯,特別是熔溝運行狀態的監測與控制。并做好日常的維護工作。在開爐過程中,應嚴格控制熔溝樣板的鑄造質量,熔溝周圍打結料的致密度,水冷套冷卻水流量,爐膛溫度,熔溝溫度和輸入功率等工藝因素,以防斷溝。
長期以來,熔溝事故是有芯感應爐的主要問題,若處理不當,極易造成爐體報廢,生產全線停產。對于爐襯的日常維護,應該以下事項:
(1)任何時候,不得任意停水或停電;
(2)在加料過程中要特別小心,避免撞壞爐底并及時清理熔溝上部的爐渣;
(3)經常注意熔化爐和保溫爐的電流變化情況;
(4)注意觀察熔溝形狀;
(5)盡量減少停爐和部位次數,操作不當,往往會造成熔溝斷裂;
(6)定期扒除爐膛內的爐渣,并觀察有無塊狀爐料;
(7)監測冷卻水進,出口的溫差;
(8)定期測量爐體及感應器表面溫度,并進行綜合比較分析。采取熔煉-保溫-熔煉交替進行的生產方式,以防止停爐時斷溝。
