特種耐火材料氮化硅結合碳化硅制品抗熱震性能的實驗
2023-01-31 17:25:53 點擊:
氮化硅結合碳化硅耐火材料(Si3N4-SiC)具有高強度、耐高溫、高熱導率、低膨脹系數等優異性能,可用于船用增壓鍋爐的風口磚、觀火孔磚和墻磚等熱沖擊強的部位。但是,由于爐膛耐火磚形狀不規則,在傳統機壓成型過程中會存在局部壓力傳導不均衡,從而導致制品密度分布不均。當密度偏低的區域與熱沖擊應力集中的區域存在重合時,重合區域便成為耐火磚的薄弱部位和裂紋源,導致其抗熱震性降低。因此,實現不規則形狀耐火磚制品的結構均勻化,提高其抗熱震性能,對提升制品的使用壽命和性意義重大。
目前,對制品抗熱震性能的評價方式分為兩種:一是達到某種破壞情況(出現裂紋,質量損失20%等)的熱循環次數,這種評價方式周期過長、數據離散性較大;二是對熱震前后某項性能(抗折強度、彈性模量等)的保持率進行對比分析,該方式減少了熱震次數,從制品整體進行評價,數據可靠度較高。在本工作中,分別通過真空振動澆注成型和傳統機壓成型制備了Si3N4-SiC試樣,對其體積密度、熱導率、常溫物理強度等性能進行檢測,并對比了密度分布。設計水急冷法結合剩余斷裂韌性的測試方案,對兩種試樣熱震前后的斷裂韌性保持率進行分析,為耐火材料抗熱震性能的評價提供新的思路。
1、試驗
1.1原料及試樣制備
試驗所用的主要原材料均為工業級SiC顆粒(純度>98%(w))、工業級Si粉(純度>99%(w))和高純氮氣(純度≥99.999%(w))。試樣配比見表1。按照配料表,通過真空振動澆注成型和傳統機壓成型制備了Si3N4-SiC試樣。

表1 試樣配比
真空振動澆注裝置示意圖見圖1,將混合漿料(加水量8%(w))放于裝置的漏斗中,抽真空至-0.09MPa后保壓30min,打開振動臺使其振動頻率為60Hz,待漿料完全流進模具后再振動1min,停止振動后放入空氣。機壓成型過程:將坯料(含水量8%(w))放入壓磚機模具內,在200MPa壓力下保壓90s。兩種工藝的坯體成型后均于100℃干燥72h,于1400℃氮化燒結8h。
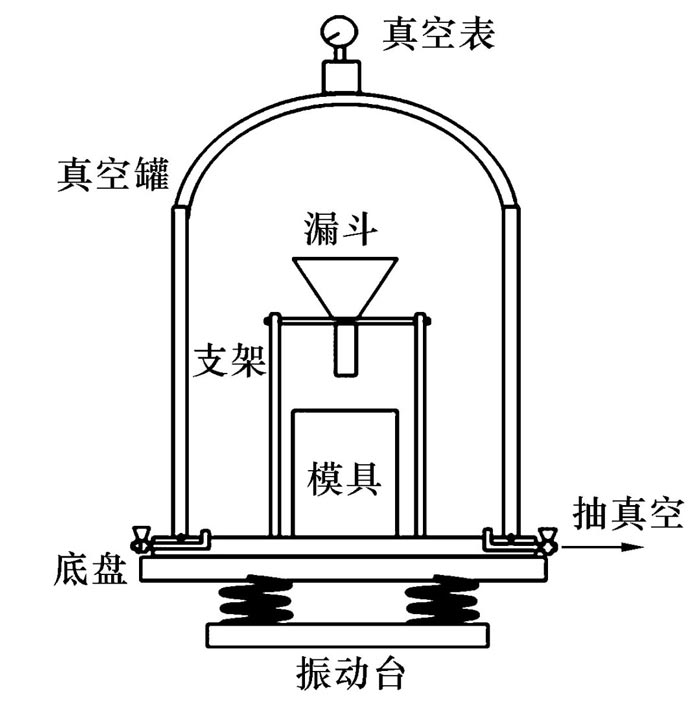
圖1 真空振動澆注裝置示意圖
1.2性能檢測
按GB/T 2997—2000檢測試樣的體積密度、顯氣孔率;按GB/T 3001—2000、GB/T 5072—2008分別檢測試樣的常溫抗折強度和常溫耐壓強度;按GB/T 3002—2004檢測試樣的高溫抗折強度(1 400 ℃保溫0.5 h);按GB/T 5990—2006檢測試樣的熱導率;按GB/T 7320.1—2000檢測試樣的熱膨脹系數;采用掃描電子顯微鏡(Phenom XL,荷蘭)觀察試樣斷面的顯微結構。設計了Si3N4-SiC耐火材料的熱沖擊試驗結合剩余斷裂韌性的抗熱震性評價方案。熱沖擊試驗采用水冷法,將Si3N4-SiC試樣置于馬弗爐中,在不同溫度下(1 200、1 400、1 600 ℃)保溫20 min后,迅速取出試樣并浸入25 ℃的流水中冷卻。依據GB/T 23806—2009(單邊預裂紋梁法)測試試樣的斷裂韌性,試樣條的尺寸為180 mm×30 mm×15 mm, 預裂紋深度為 15 mm, 跨距為150 mm, 加載速率為0.5 mm·min-1。將經熱沖擊后與未經熱沖擊試驗的試樣的斷裂韌性比值作為該溫度下的斷裂韌性保持率,試驗結果為5個試樣的平均值。
2、結果與討論
2.1常規性能
真空振動澆注試樣和機壓試樣的常規性能測試結果見表2。真空振動澆注成型過程中,其坯料相對于機壓成型的坯料分布更均勻,氣體排出充分,更有利于致密化,因此得到的試樣顯氣孔率相對較低,體積密度略高。同時,真空振動澆注試樣常溫抗折強度、高溫抗折強度和常溫耐壓強度與機壓試樣相比分別提高了26.0%、24.7%和33.2%,常溫熱導率比機壓試樣高7.6%,而熱膨脹系數則比后者低13.3%。綜合來看,真空振動澆注試樣的常規性能優于機壓試樣的常規性能。
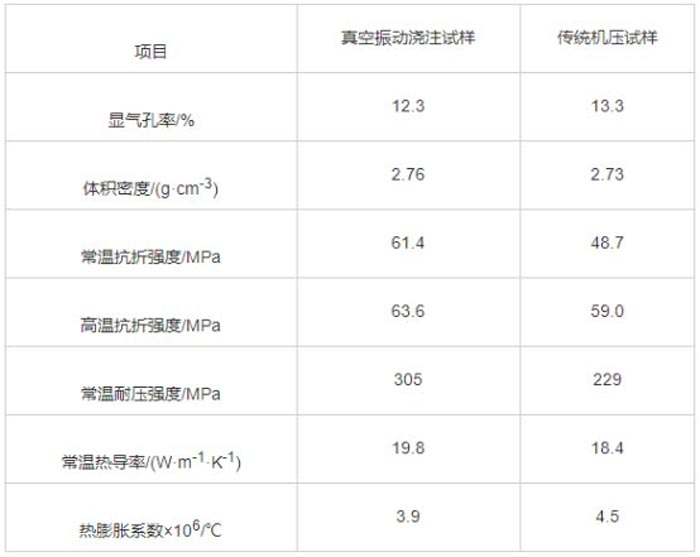
表2 試樣的常規性能
2.2密度分布
兩種成型方法制備的試樣(160 mm×160 mm×100 mm)見圖2。并均按圖2所示切割成20個區域(分別記為區域1#~20#),對比分析兩種試樣的密度分布。

圖2 兩種試樣的切割方式
兩種試樣的體積密度分布見圖3。如圖3(a)所示,真空振動澆注試樣不同部位密度在2.68~2.72 g·cm-3,相差較小,即試樣各部分結構均勻性高,因此裂紋源區域較少。圖3(b)為機壓試樣各部分體積密度,不同部位密度在2.52~2.76 g·cm-3,區域1#—5#所對應的底面中部區域密度明顯低于區域6#—20#對應的兩側等區域,成為試樣的薄弱處。這導致底面中部區域在溫度驟變時存在應力集中,成為裂紋源。實際服役過程中,機壓試樣的斷裂模式均為從中部區域產生初始裂紋,并會擴展導致磚體斷裂[9],與密度分布的分析結果相符合。
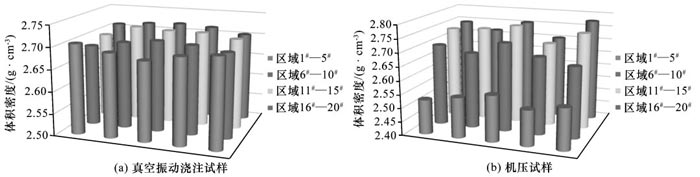
圖3 兩種試樣20個區域的體積密度分布
2.3抗熱震性能
熱震前后試樣的斷裂韌性及保持率結果見表3。由表3可知,兩種試樣的斷裂韌性均隨熱震溫差的升高而降低,尤其是1 600 ℃水冷后斷裂韌性保持率下降幅度明顯變大,此時真空振動澆注試樣的斷裂韌性保持率有63.7%,而機壓試樣的斷裂韌性保持率僅為30.8%。此外,真空振動澆注試樣斷裂韌性的數據分散性比機壓試樣的低,更有利于工程化生產時制品的品控。因此,真空振動澆注試樣的抗熱震性優于機壓試樣的。
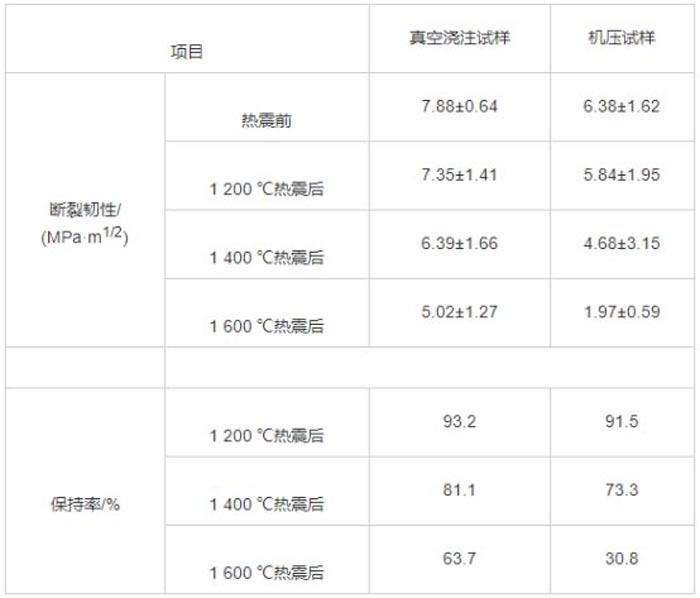
表3 熱震前后試樣的斷裂韌性和保持率
2.4斷口分析
對于Si3N4-SiC耐火材料,SiC是增強相且質量分數(>70%)較大,Si3N4相主要起黏結作用。當兩相界面結合強度足夠高時,裂紋擴展過程中SiC相以穿晶斷裂為主,消耗更多的斷裂能。熱震試驗后,試樣界面受到氧化及熱應力損傷,導致兩相結合強度下降,SiC相沿晶斷裂占比變大。裂紋在Si3N4相中擴展所消耗的斷裂能較少,導致剩余斷裂韌性的降低。真空振動澆注試樣熱震前后斷口處的微觀形貌見圖4。樣品斷口處玻璃相含量可反映試樣氧化的程度。由圖4可以看出:熱震溫度<1 400 ℃時,氧化痕跡不明顯;當熱震溫度為1 600 ℃時,斷口表面有SiO2玻璃相析出,試樣氧化程度明顯增加。機壓試樣熱震前后斷口處的微觀形貌見圖5。由圖5可知,隨熱震溫度的升高,試樣氧化程度加深,機壓試樣在1 600 ℃熱震后氧化腐蝕更嚴重,SiO2玻璃相已布滿斷口表面,說明試樣內部結構已受到嚴重損害。
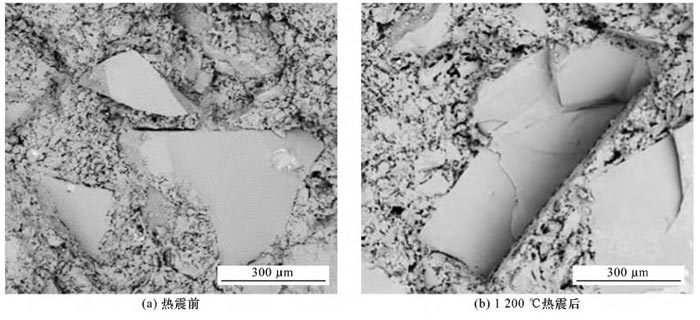
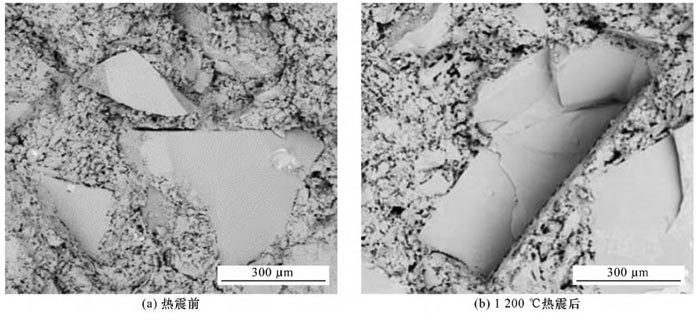
圖4 真空振動澆注試樣熱震前后斷口處的微觀形貌
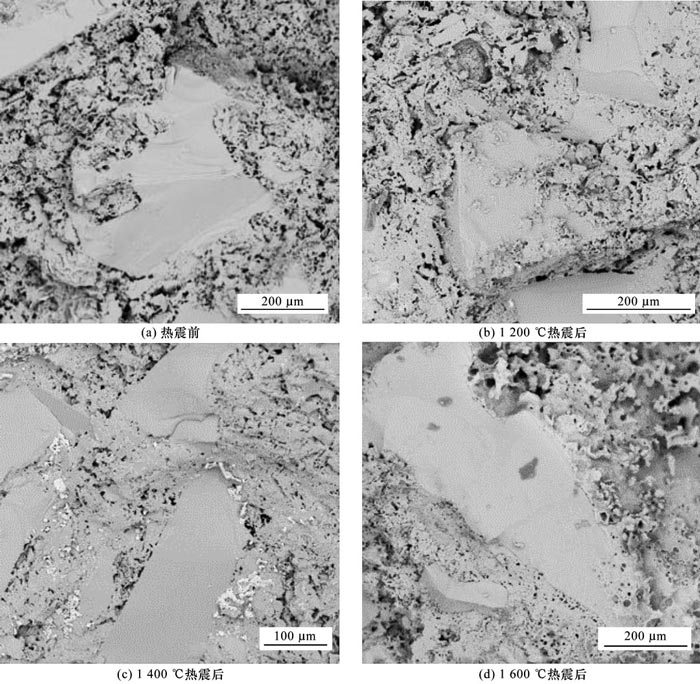
圖5 機壓試樣熱震前后斷口處的微觀形貌
3、結論
(1)通過真空振動澆注成型和傳統機壓成型制備了Si3N4-SiC耐火材料,真空振動澆注試樣的常規性能優于機壓試樣的。(2)真空振動澆注試樣各部分的體積密度分布均勻,強度高;而機壓試樣體積密度分布不均,底面中部區域的密度明顯低于兩側,成為制品的薄弱處與裂紋源,強度較低。(3)兩種試樣熱震后的剩余斷裂韌性均隨熱震溫度的升高而降低。在相同熱震溫度下,真空振動澆注試樣的剩余斷裂韌性和斷裂韌性保持率明顯高于機壓試樣的,因此其抗熱震性強于機壓試樣的。
