耐火材料:煉鐵高爐關鍵部位的應用及發展介紹
2022-08-16 15:23:30 點擊:
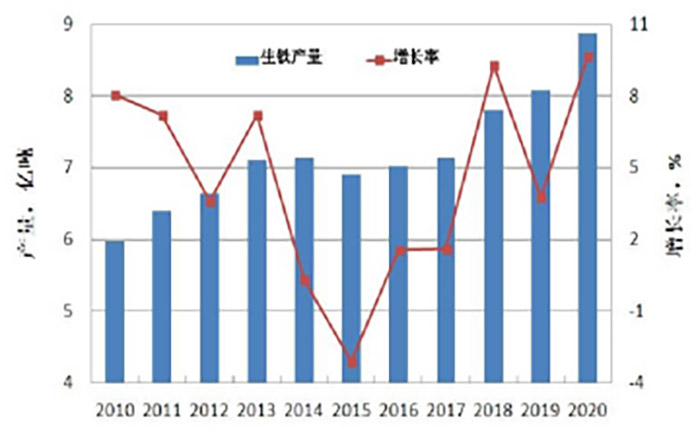
高爐煉鐵是重要的煉鐵工藝模式,在我國乃至世界上均占據主導地位。據統計,我國生鐵年產量呈增長趨勢,如圖1所示,在2019年超過8億t,在世界范圍占比超60%,其中92%以上的生鐵是由高爐冶煉工藝生產的。截至2020年,我國共有煉鐵高爐500多座,總生產能力超6.5億t,其中容積≥5000m?的高爐有9座,大容積在5860m?。隨著煉鐵技術的快速發展,高爐逐步趨向大型化。此外,長壽化也是高爐發展的重要目標。目前,高爐壽命多數超過15年,甚至達到20年以上。新建高爐的一代爐齡壽命也要達到20年以上。耐火材料性能的提高及高爐冷卻技術的進步是高爐長壽化的重要保障。
1、高爐關鍵部位耐火材料的性能對高爐爐齡壽命有重要影響
高爐爐襯耐火材料要承受高溫熱震作用,爐料、煤氣的沖刷及磨損,堿金屬的侵蝕,爐腹以下還受到鐵水和爐渣的侵蝕、沖刷。Si?N?結合SiC磚和SiAlON結合Si C磚因抗堿侵蝕性優于其他材料且具有良好的抗熱震性、耐磨性、高溫體積穩定性等而被廣泛應用。國內高爐爐身下部、爐腰及爐腹已多采用Si?N?結合SiC磚,而美國及歐洲的高爐多采用SiAlON結合SiC磚,均取得較好的應用效果。
隨著高爐裝備技術的不斷發展,高爐使用銅冷卻壁后,高爐壽命的限制性環節逐漸從爐身下部、爐腰、爐腹等高熱負荷區域轉向爐缸,爐缸部位逐漸成為高爐性能的薄弱環節。高爐爐缸通常采用陶瓷杯+炭磚復合技術。為了延長爐缸壽命,提高耐火材料性能及合理配置是關鍵。高爐爐缸爐底長期遭受鐵水和熔渣的侵蝕,且長期存貯高溫鐵水,無法修補,因此對高爐陶瓷杯及爐底炭磚的性能提出了更高要求。
此外,高爐風口耐火材料除了遭受強氣流沖刷外,還受到熱震的強烈影響及堿性氣氛的侵蝕,經常需要進行修補,甚至需要更換,也影響高爐的順行。鐵口區工作條件惡劣,采用與爐缸材質相匹配的鐵口組合磚砌筑,有炭質、半石墨碳-碳化硅質、莫來石質、碳化硅質等。隨著高爐煉鐵的發展,高爐用耐火材料不斷地被開發、應用,涌現出許多耐火材料新技術,值得關注探討。
2、高爐的基本結構和冶煉工藝
高爐本體自上而下分為爐喉、爐身、爐腰、爐腹、爐缸5部分。各部位的溫度為:爐底一般為1450~1500℃,爐缸部位特別是風口區為1700~2000℃,爐腹、爐腰區域為1400~1600℃,爐身上部為600~800℃。高爐煉鐵示意圖如圖2所示。
高爐生產時從爐頂裝入鐵礦石、焦炭、造渣用熔劑(石灰石),從位于高爐下部沿爐周的風口吹入經預熱的空氣。在高溫下,焦炭(有的高爐也噴吹煤粉、重油、天然氣等輔助燃料)同鼓入空氣中的氧燃燒生成一氧化碳和氫氣,在爐內上升過程中將鐵礦石還原成鐵。
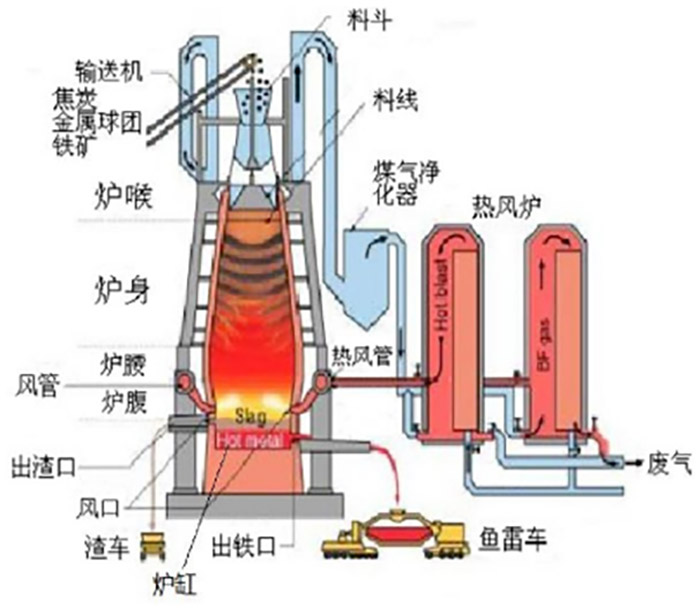
圖2 高爐煉鐵示意圖
3 、高爐用耐火材料及其損毀機制
高爐各部位用主要耐火材料種類,以寶鋼本部和湛江的高爐為例示于表1。
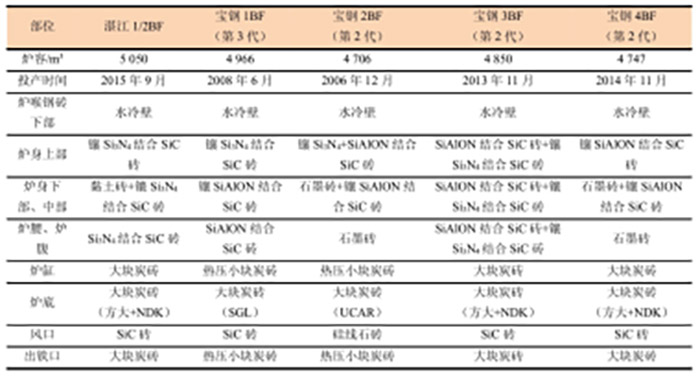
表1:寶鋼本部與湛江高爐的耐火材料配置情況
高爐關鍵部位的損毀機制:高爐冶煉過程中,爐缸上部是高爐中溫度高的部位,如爐缸上部靠近風口區溫度為1700~2000℃,爐底溫度一般為1450~1 800℃。由于爐缸和爐底磚襯受侵蝕破壞后不易修補,嚴重侵蝕時停爐大修,因此,這些部位的損毀情況決定著高爐的一代爐齡。爐缸、爐底內襯、出鐵口、風口區域的損毀大致可概括為以下幾方面:
1)鐵水對炭磚的滲透侵蝕
當保護渣皮脫落時,鐵水直接與爐缸接觸,對于全炭磚爐缸,鐵水容易滲透到炭磚的氣孔中,生成FexC類的脆性物質,造成炭磚熱面脆化,性能下降。此過程分3個階段(見圖3):階段,鐵水滲入到炭磚的氣孔中,與此同時,炭磚開始溶解;第二階段,1150℃等溫線處,鐵水開始凝固,同時發生體積收縮,裂紋開始擴展,隨后被鐵水填充的空隙數量增加,見圖3(a);第三階段,隨著炭磚侵蝕的逐步加劇,1150℃等溫線移向炭磚冷面,鐵水的滲入是隨著裂紋的擴散(平行于熱面)而逐漸進行的,見圖3(b)。
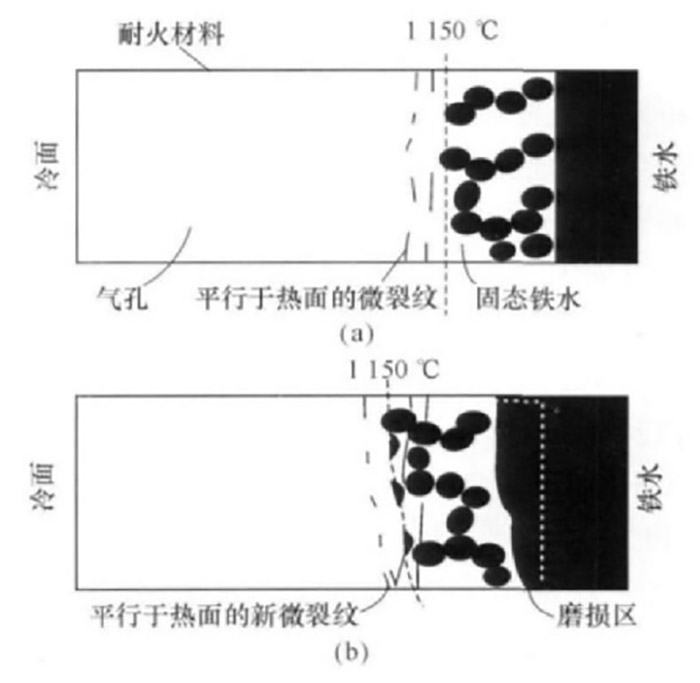
圖3:爐缸耐火材料內襯損毀機制示意圖
2)堿金屬及熔渣的侵蝕
燒結礦、焦炭等原燃料帶入高爐的堿金屬和鋅是引起爐襯侵蝕和破壞的重要因素。隨著高爐的長期冶煉,堿金屬的富集和熔渣的入侵不可避免。堿金屬氧化物在一定溫度(850~900℃)下與炭磚中的C反應產生堿蒸氣(如K?O+C=2K↑+CO↑),而堿蒸氣侵入炭磚中時,易與炭磚中的Al?O?、Si O?或熔渣反應形成新的化合物,如生成鉀霞石K?O·Al?O?·2SiO?(其體積膨脹達到49%~50%),以及白榴石K?O·Al?O?·4SiO?(其體積膨脹達到30%),會導致炭磚膨脹開裂,炭磚侵蝕面粉化。K、Zn的蒸氣在溫度高于800℃時被氧化成K?O、ZnO,K?O和ZnO會與Al?O?和SiO?反應生成K?O·Al?O?·2SiO?、K?O·Al?O?·4SiO?、ZnAl?O?、ZnSiO?液相,使剛玉質或莫來石質耐火材料發生異常膨脹,使磚的結構變得酥松,引起風口上翹、爐底上漲。
3)鐵水環流的沖刷磨蝕
出鐵時,鐵水環流沖刷炭磚熱面,會造成炭磚的磨蝕。而導致鐵水環流的主要原因是爐缸內料柱的存在。當料柱浮起減小時,自由鐵水區的鐵水流速加快,鐵水對爐壁和爐底沖刷力增大。料柱孔隙減小以及中心料柱相對尺寸增大,均會加重鐵水對爐底和爐壁侵蝕。
4)熱應力對炭磚的破壞
爐缸中出現“象腳狀”異常侵蝕的區域是熱應力集中存在的區域。當熱應力超過炭磚的破碎強度時,使炭磚破碎,然后再逐漸被鐵水沖刷掉。
5)CO?、H?O (g)等對炭磚的氧化
高爐由于風口、渣口及冷卻壁損壞均會導致水分滲漏進來形成水蒸氣。因爐缸環砌炭磚處于較高溫度場中,所以炭磚中的C極易被H?O (g)氧化:
H?O (g)+C(s)→H?(g)+CO(g)。研究證實,水蒸氣含量過高(>50%)時,C與水蒸氣的反應速度加快;且過多的水蒸氣會通過外擴散達到未反應的碳磚界面,使得碳磚中的C與水蒸氣進一步反應。
6)CO分解產生炭素沉積
高爐冶煉過程中,在爐缸炭磚熱面500℃等溫線附近會發生CO的邊界反應,即2CO(g)→C(s)↓+CO?(g)↑;生成的C脆而松散,易造成炭磚膨脹而出現裂紋。有研究表明,鐵及鐵的化合物對CO的分解起催化作用。
未來煉鐵高爐耐火材料優化技術方向:
1)炭磚氣孔微細化,有效避免鐵水滲透和熔渣侵蝕;
2)內襯炭磚大型化,減少砌縫數量,有利于抵御爐內高溫渣鐵的環流沖刷和侵蝕;
3)炭磚高導熱性,充分發揮冷卻壁的冷卻能力,降低爐缸磚襯熱面溫度,促進凝固渣鐵層的形成;
4)抗堿侵蝕性好的材料,如Si?N?結合碳化硅磚、SiAlON結合碳化硅磚及碳化硅質澆注料的開發與應用。
4、高爐關鍵部位耐火材料
據前文所述,高爐關鍵部位主要包括爐缸爐底、風口區域及出鐵口等部位。爐缸爐底部位目前廣泛應用的結構配置主要有全炭磚散熱型結構與炭磚+陶瓷杯隔熱型結構;也有新提出的一種改進型爐缸爐底結構:選擇具有相對較高導熱系數的耐火材料作為工作襯,盡可能使接近工作襯的鐵水溫度降至1150℃鐵水凝固線,生成凝固層,從而避免炭磚受鐵水滲透、沖刷等破壞。
此外,國內某企業提出高爐內襯一體全澆注耐火材料結構施工方法:爐底區域采用爐底澆注料進行澆注施工替代傳統的陶瓷杯墊,爐缸部位采用爐缸澆注料代替傳統的陶瓷杯磚,消除了傳統陶瓷杯與炭磚之間的填充層,減少了熱阻層,保證了澆注爐缸整體的傳熱效率。高爐風口部位以前多采用剛玉磚、剛玉莫來石磚、硅線石磚等,現在新建大型高爐多采用碳化硅磚,也有開發碳化硅預制件的報道。高爐出鐵口曾經采用過硅線石磚、Al?O?-SiC-C磚,現在多采用大塊超微孔炭磚BC-8SR和熱壓小塊碳磚NMD。
歸納起來,高爐關鍵部位用耐火材料有各種炭磚、半石墨-SiC磚、Si AlON結合Si C磚或Si?N?結合SiC磚、SiAlON結合剛玉磚、剛玉莫來石磚等定形產品,以及少量不定形耐火材料,如澆注料(預制件)、噴涂料、灌漿料、石墨質壓入料等。
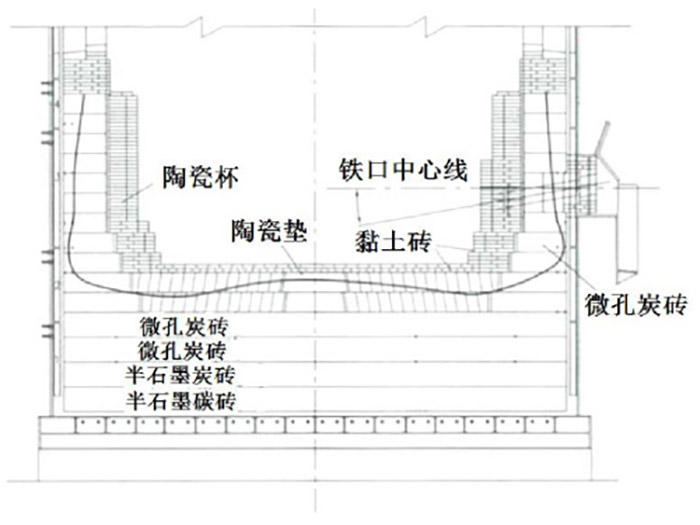
圖4某高爐爐底爐缸結構示意圖
1)碳磚
高爐用炭磚種類主要有高密度炭磚、微孔炭磚、半石墨炭磚、石墨質炭磚、自焙炭磚、高溫模壓炭磚等。炭磚理化性能的優劣,是爐缸、爐底壽命長短的關鍵。由于高爐朝大型化發展,半石墨炭磚的用量在減少,微孔炭磚(如日本BC-7S、法國AM-102)、超微孔炭磚(如德國7RDN、日本BC-8SR)的用量在增多,高熱導率的模壓小炭磚(如美國NMA炭磚)也有不錯應用。國外炭磚性能的優越性在于氣孔向微氣孔及閉口氣孔方向發展。
比較有代表性的是,20世紀60年代,日本的研究人員以人造石墨、煅燒無煙煤和焦油制備出代炭磚(BC-5),焦油具有良好的可擠壓性,有利于制備大尺寸炭磚;20世紀70年代向碳磚中添加Al2O3微粉來提高其抗鐵水侵蝕性,同時對氣孔也起到一定的填充效果,開發的第二代炭磚(CBD-1)使用壽命在10年左右;20世紀80年代,開始向炭磚中添加Si粉,在高溫下生成Si-O-N晶須使氣孔微細化并提高抗侵蝕性,制備出第三代炭磚(CBD-2);用殘炭量更高的樹脂結合劑代替瀝青,以模壓成型代替擠壓成型制備的第四代炭磚(CBD-2RG)性能更優,炭磚使用壽命提高到12~15年;20世紀90年代,以人造石墨骨料或電煅無煙煤骨料添加Al2O3微粉制備的第五代炭磚(CBD-3RG)熱導率和使用壽命(18年)均大幅提高;20世紀末期,以人造石墨骨料添加Al?O?微粉及Ti C原料,高溫下生成Ti(C,N)保護涂層(厚度約100μm)提高抗侵蝕性(可提高一倍),并且炭磚的熱導率和強度也得到提高,開發的第六代炭磚使用壽命進一步提高,約達到22年。
目前國內研究人員也致力于微孔高導熱炭磚的開發,有代表性的技術為采用負載有催化劑Ni的人造石墨骨料,添加Al?O?、SiO?微粉及Al、Si微粉,也可額外添加Carbores P瀝青粉,在高溫下生成SiC晶須及碳納米管,構成連續的陶瓷相高導熱網絡,制得具有較高熱導率的微孔碳磚。對比來看,采用熱氧化法制備的熱氧化骨料(TOA)替代負載有催化劑Ni的人造石墨骨料具有更好的應用效果。
目前炭磚氣孔孔徑由原來的40μm降低到5μm及1μm以下,氣孔形成由開口氣孔轉向密閉氣孔,因而體現出透氣性低,致密度高,抗堿及抗滲鐵性能強的性能特征。炭磚導熱性能好,有利于將熱量傳遞給冷卻系統,降低炭磚熱面溫度,并在炭磚和鐵水之間形成保護層以保護爐缸。炭磚的抗鐵水熔蝕性及抗氧化性較差,平均熔蝕率可達23%以上,依然是其應用的薄弱環節。
(1)微孔炭磚
普通微孔炭磚中,比較有代表性的是日本的BC-7S炭磚和法國的AM-102炭磚,該產品的特點是導熱系數較高12.4~14.0 W·m-1·K-1,平均孔徑0.10~0.23μm,<1μm孔容積率達76%~78.67%,抗堿侵蝕性優良。武鋼5#高爐、寶鋼1#和2#高爐都使用了這類炭磚,使用效果不錯,高爐壽命都達到了10年以上。國產的普通微孔炭磚,其主要性能指標和日本BC-7S炭磚、法國AM-102炭磚已很接近,在多座高爐上取得良好的使用效果,例如武鋼4#高爐使用國內的普通微孔炭磚,壽命已達到了10年。
(2)超微孔炭磚
代表性產品有日本的BC-8SR和德國的7RDN炭磚。與普通微孔炭磚相比,其導熱系數有較大幅度提高18.15~20.42 W·m-1·K-1,平均孔徑進一步減小0.083~0.121μm,<1μm孔容積率也有所提高76.08%~88.20%,其他性能同時也保持優良。武漢科技大學的研究人員針對這類炭磚進行了細致研究和探討,采用高溫(2 200℃)電煅無煙煤作骨料,鱗片狀石墨、棕剛玉粉和Si粉作基質,酚醛樹脂作結合劑,引入氧化鋁微粉,1 100~1 400℃燒成,成功研制出新型炭磚。新型炭磚的平均孔徑0.039μm,<1μm氣孔容積約87.96%,熱導率21.26 W·m-1·K-1,其綜合性能指標可以和日本的BC-8SR和德國7RDN炭磚相媲美。國內某企業所生產的這種超微孔炭磚,在武鋼3200 m?高爐使用,取得良好效果。
(3)模壓小炭磚
以美國NMA、NMD熱模壓小炭磚為代表的國際產品在我國應用也比較多,使用效果較好。美國的NMA熱模壓小炭磚的主要優點是導熱系數較高16.1 W·m-1·K-1,優于國內普通模壓小炭磚;另一優點是抗堿性優良,國內產品的抗堿性也比較接近。其主要缺點是不屬于微孔炭磚,平均孔徑約1.083μm、<1μm孔容積率僅53.4%。美國的NMD熱模壓小炭磚是一種石墨炭磚,導熱系數高達60W·m-1·K-1,有的高爐將它用作爐身冷卻板之間的磚襯使用。
近年國內已有多家炭素廠生產模壓小炭磚,但一般只達到普通微孔炭磚的水平。如600℃的導熱系數僅12 W·m-1·K-1左右,低于美國的熱模壓小炭磚。武鋼和國內某耐火材料廠合作進行了模壓小炭磚的研制,以電煅無煙煤為原料,以酚醛樹脂為結合劑,用磨擦壓磚機成型,經高溫燒成,生產模壓小炭磚,其產品性能已優于美國熱壓小炭磚。國內開發的模壓小炭磚的主要性能:600℃的導熱系數>20W·m-1·K-1;平均孔徑0.237μm,<1μm孔容積率76.12%,是較好的微孔炭磚,鐵水熔蝕指數僅14.22%。該研制產品已經用于武鋼新建的7#高爐爐缸部位。
圖片
表2:爐缸和爐底用典型炭磚材料的性能
2) 陶瓷杯
陶瓷杯與炭磚合理搭配使用是高爐爐缸廣泛采用的結構之一。剛玉磚或剛玉-莫來石磚抗鐵水熔蝕性能較好,可以減緩鐵水對爐缸側壁的侵蝕,被廣泛用作高爐陶瓷杯。爐底陶瓷墊一般選用剛玉-莫來石材料。國產剛玉-莫來石材料的性能(見表3)與進口材料的接近,完全可以滿足爐底陶瓷墊的使用要求,而且價格便宜。雖然國產剛玉-莫來石、復合棕剛玉材料在性能上達到要求,但因其塊小,砌筑要求高,且在受熱后應力分布不均勻,易造成局部坍塌、漂浮而破損。法國產的棕剛玉質MONOCORAL大預制塊有利于避免這種漂浮破損,在爐缸陶瓷杯壁使用具有更好的應用效果。
目前,國內研究人員研制出性能更優異、更長壽的第五代硼鋯基剛玉莫來石陶瓷杯,性能見表3,并于2017年、2018年分別應用在天津天鋼聯合特鋼1#、2#、3#高爐。也有企業以剛玉、碳化硅、金屬粉等為原料,引入超細微粉技術及含碳結合劑等新設計理念,開發了莫來石和碳化硅纖維協同增韌的新型塑性相-炭復合剛玉制品,抗爐渣、鐵水及抗堿侵蝕等性能優良。通過調控新型塑性相復合剛玉磚導熱系數為5~7 W·(m·K)-1,優化了陶瓷杯的使用溫度場,在陶瓷杯表面形成穩定渣鐵層,實現了高爐爐缸長壽;項目在高爐用剛玉-莫來石磚基礎上復合紅柱石、硅線石和金屬粉開發了新型金屬塑性相-剛玉-莫來石復合材料,利用紅柱石和硅線石原位莫來石化及二次莫來石化產生的溫度梯度效應,提高了材料體積穩定性和抗侵蝕能力,實現高爐爐底壽命同步提升。
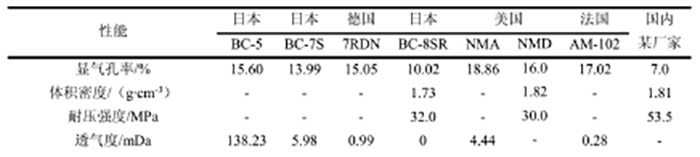
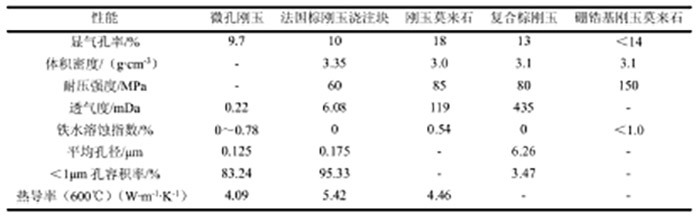
表3:爐缸和爐底用典型陶瓷材料的性能
3) 碳復合磚
陶瓷杯熱導率較小,熱阻大,使得爐缸部位的冷卻系統難以發揮作用。并且陶瓷杯只能延緩侵蝕進度,陶瓷杯抗爐渣侵蝕性能較差,待陶瓷杯被侵蝕殆盡之后,依然會造成炭磚直接接觸鐵水。因此,研究人員將Al?O?和碳進行優化復合,試制了碳復合磚,其600℃熱導率約14.81 W·m-1·K-1,雖然略低于部分炭磚的熱導率,但是與剛玉質材料的熱導率4.09/5.42 W·m-1·K-1相比有很大提高,同時保持了陶瓷材料的優良抗侵蝕性,具體性能見表4??稍阼F水與磚接觸面形成保護層,即使保護層脫落,也具有足夠的抗鐵水侵蝕性,保護爐缸部位的。碳復合磚兼顧了炭磚和陶瓷杯的優勢,實現“自保護”和“他保護”結合,是新一代爐缸爐底耐火材料的發展方向之一。
4)SiC風口磚
高爐傳統風口磚采用剛玉質預制塊、剛玉莫來石預制塊、硅線石磚、復合棕剛玉磚、微孔剛玉磚等。有害堿金屬元素Zn、K等以ZnO、K?O的形式沉積,結晶、長大,形成環帶,剛玉質磚受ZnO、K?O等侵蝕會發生嚴重變形。磚體基質和骨料均受到ZnO、K?O等堿性物質的嚴重侵蝕發生異常膨脹,變得酥松,這也是風口上翹、爐底上漲的重要原因之一,同時也成為風口區域煤氣向下串漏的通道。20世紀90年代,寶鋼2#高爐引進了日本的自結合碳化硅風口組合磚,應用效果良好;首鋼京唐5500m?超大型高爐也引進了日本的大型自結合碳化硅風口組合磚。中鋼洛耐院成功開發出自結合碳化硅磚,其性能(見表5)與國外產品相當,所開發的自結合碳化硅磚比氮化硅結合碳化硅磚具有更加優良的抗堿性、抗渣性和抗熱震性,且具有與氮化硅結合碳化硅磚相當的力學性能、熱膨脹性以及更高的熱導率。
此外,中鋼洛耐院還開發出可替代定形制品的碳化硅質預制大塊(SICAPREC),其性能見表6??梢钥闯?,所開發預制塊雜質含量低、化學純度較高,SiC和Si?N?合量達到了90%以上,體積密度不低于2.65 g·cm-3,氣孔率不超過15%,具有優異的常溫和高溫抗折強度,以及良好的導熱系數。與牌號SICAPREC-LO相比較,牌號SICAPREC-HN碳化硅質預制塊力學性能更加優異,但其導熱系數略低。除導熱系數外,牌號SICAPREC-HN碳化硅質預制塊的各項指標均超過文獻所報道國外同類產品。

表5:SiC磚典型理化性能指標
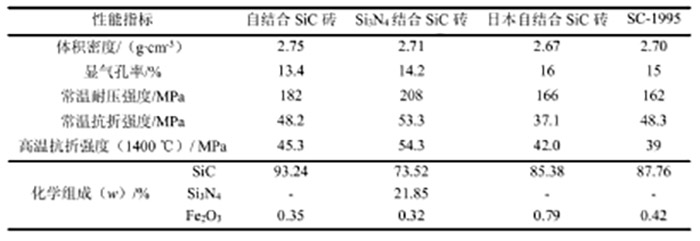

表6:高爐風口用碳化硅質預制大塊(SICAPREC)理化指標
5) 維護材料及技術
高爐關鍵部位維護用耐火材料及技術主要包括爐缸挖補與灌漿技術(灌漿料)、噴補料、炭素搗打料、硬質壓入料等不定形耐火材料修補技術、釩鈦礦護爐技術等。
(1)爐缸挖補與灌漿技術
高爐爐缸發生局部燒穿事故后,為盡快恢復高爐生產,通常采用挖補技術進行維護,這樣可以降低對生產的影響,減少經濟損失。近年來,挖補技術已在多座不同容積的高爐成功實施。實施挖補的一般過程包括:清除燒穿區域渣鐵、爐料,露出燒穿部位;割除燒穿區域燒損的爐殼及冷卻壁,清理燒穿部位殘渣、爐料和部分燒損碳磚,露出砌筑接口;按照砌筑規范要求使用小炭塊砌筑,根據需要進行異型磚加工,縫隙采用炭質泥漿填充;更換冷卻壁,焊接安裝配套設施等。為避免事故再次發生,未來需采用的在線監測技術加強對高爐的自動化檢測。
(2)不定形耐火材料
①噴補料
隨著耐火材料技術和自動化裝備技術的進步,現在可以應用濕法噴涂材料及熱態遙控自動噴補技術,不僅可以修補爐身內襯,而且可以造襯,大大延長高爐使用壽命,二者的結合成為高爐噴補技術的發展趨勢。對高爐爐墻進行噴補造襯特別適合高爐上部無料部位與大面積的爐墻修補,必要時料線可降至風口以下,對整個爐墻進行噴補造襯。從20世紀80年代起高爐噴補就在日本、西歐等廣泛應用。摩根、派力固、美國銘得、美國美固美特、日本黑崎等企業具備的高爐噴補技術。
高爐噴補不管是在冷態還是在熱態下施工,都有半干法噴補和濕法噴補兩種。半干法噴補:噴補料(骨料、粉料、結合劑及添加劑)通過高壓空氣送至槍口附近,同時水也輸送至該處,水與料經過快速混合,噴射到需修補的高爐內襯表面。濕法噴涂:噴補料與水先在攪拌機內混合好,成為可以泵送的自流料,再通過高壓泵、管道等運送至噴槍頭。自流料在槍頭噴出時加入液態的促凝劑,與濕料迅速混合,噴至修補面。國內某企業開發的鐵口用改性溶膠結合快速修補澆注料,在澆注料中生成纖維狀莫來石,與剛玉和莫來石基體緊密結合改善了高爐砌筑整體性,實現了鐵口的快速維修,提高了高爐強化冶煉過程中的性和穩定性。
②炭素搗打料
主要用于填充爐底炭磚以下及爐缸炭磚與冷卻壁之間的縫隙,起到傳熱助冷的作用。為了充分發揮銅冷卻壁的冷卻效率,炭素搗打料和炭磚均要求具有高的熱導率。為此,20世紀80年代在寶鋼1號高爐上使用了日本的炭素搗打料。這種搗打料雖具有熱導率高,常溫施工無有害氣體逸散,施工勞動條件較好等特點,但其主要原料為人造石墨,由于人造石墨的固有特性,導致施工搗固密實度低,爐底填充找平較困難,從而影響了爐底的傳熱條件。
國內研究人員充分利用我國質優、價廉的半石墨化高溫電煅無煙煤資源(石墨化度>30%、灰分質量分數2%~3%),并加入超微粉添加劑生產的炭素搗打料,在熱導率與日本炭素搗打料相當的情況下,搗打密實度提高了15%~20%,施工搗固速度加快,并提高了炭搗體的質量。在實際生產中,嚴格檢查炭素搗打料的質量和搗打密實度,對于大型高爐爐缸和爐底的、長壽具有極為重要的作用。
③硬質壓入料
硬質壓入,即在維修部位爐殼開孔,使用高壓(18.8MPa)雙缸往復式壓入設備,對爐身中、下部,爐腰、爐腹部位壓入復合樹脂結合的鋁炭質硬質壓入料,若大面積爐殼發紅,可用兩臺壓入機同時作業。硬質壓入造襯技術,以簡便、快捷、有效的特點,成為日常維修常用的技術手段之一。高爐每次休風時,爐身開孔,壓入硬質壓入料。不僅適合冷卻板式高爐、也適合冷卻壁式高爐,并結合微型冷卻器技術的應用,大大提高了硬質壓入造襯技術的適用范圍及造襯效果。
(3)其他技術
釩鈦礦護爐技術。釩鈦礦護爐的原理是提高爐料中的TiO?含量,使TiO?在高溫、還原氣氛下生成的Ti(N,C)沉積在爐底和爐缸上形成穩定的保護層。富鈦的沉積物能否穩定存在,關鍵在于Ti(N,C)能否穩定存在,這要求爐料中有足夠量的Ti O2、過剩的焦炭和還原性氣氛。然而,在爐缸中、上部,由于氧化性氣氛的存在,這種沉積物是不能穩定存在的,護爐作用也就微乎其微了。這也是含鈦礦石護爐作用的局限性。
5、結論
我國高爐關鍵部位用耐火材料如微孔炭磚/超微孔炭磚、高性能陶瓷杯材料、高爐風口磚技術取得較大進步,其性能可以和國外的產品相媲美,保障我國高爐向長壽化和大型化發展。我國高爐一代爐齡普遍超過10年,如寶鋼3號4350m?高爐一代爐齡達19年,不過與國外相比仍有差距,如日本一座4500m?高爐實際壽命已達20年以上,將目標定為30年。高爐維護材料及技術可以有效延長高爐服役壽命,降低冶煉成本,具有推廣應用的價值。未來我國高爐關鍵部位用耐火材料及配置技術以及高爐維護技術仍有很大的發展空間。
